Challenges in Relief Design for Pilot Plants
July 5, 2017

Figure 1. A typical modular pilot plant where space can fill up quickly
Relief system design at the pilot scale presents unique challenges that don’t always apply at the commercial scale.
This article will touch on these issues and provide guidance on how to deal with them.
Minimum Code Requirements
Commercial equipment and most pilot-scale equipment are designed to ASME VIII Div. 1. The equipment will almost always require certified relief valves for overpressure protection. However there are some pieces of equipment that typically fall outside the scope of ASME VIII Div. 1, namely:
- Parts of rotating equipment (e.g., pumps and compressors),
- Vessels with a design pressure not exceeding 15 psig, and
- Vessels with a diameter less than 6” and with no limitation on length or pressure (i.e., 6” schedule 80 piping and smaller).
Outside of ASME VIII Div. 1, these pieces of equipment and associated piping/tubing will likely be designed to ASME B31.3. Note that the overpressure protection requirements for ASME B31.3 are less stringent than those for ASME VIII Div. 1.
The relevant section from ASME B31.3, 2014 edition is section 322.6.3:
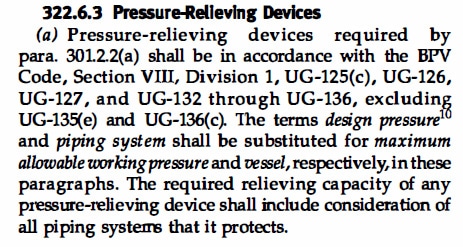
Figure 2. Excerpt from ASME B31.3, 2014 Edition.
Of particular interest are the excluded sections:
- UG-128: Liquid service pressure relief valves may be less than NPS ½.
- UG-129: Less stringent marking requirements.
- UG-130: Certification mark not required.
- UG-131: Capacity certification not required.
For equipment designed to ASME B31.3, this allows the use of non-certified relief devices, such as proportional relief valves, which are manufactured by companies such as Circle Seal, Swagelok, and Straval. Sizing will typically be done using Cv calculations (See, ISA 75.01) or vendor capacity charts, as opposed to the typical calculations found in API 520 Part 1.
For equipment that does need to be designed to ASME VIII Div. 1, certified relief valves are required. At the pilot scale, required orifice areas are typically orders of magnitude smaller than those that are commercially available. Some manufacturers that have certified relief valves with a small orifice include the following:
- Flowsafe F84/F85 series (areas of 0.003 in2, 0.015 in2, 0.034 in2, 0.065 in2)
- Anderson Greenwood 81/83 series (areas of 0.012 in2, 0.028 in2 and 0.049 in2)
- Farris 2700 series (areas of 0.038 in2, and 0.068 in2)
- Crosby 900 series (areas of 0.085 in2)
In general, however, the small orifice relief valves (sub-C) can have a very long lead time, as they may be a factory special (12+ weeks). This can be a big problem for pilot plants, which are usually on a fast-track delivery schedule, especially as relief sizing is typically done towards the end of the project when P&IDs are finalized and a HAZOP has been done.
It is common to “dummy” these relief devices with spools of equivalent dimensions, so that piping fabrication can proceed in parallel to relief valve delivery. However, always ask the vendors to provide you with certified dimensional drawings if you choose to proceed down this path.
Pool Fire Scenario
The pool fire scenario is the single biggest challenge for a typical pilot plant relief system design. The fires can be all-enveloping, as typical rules of thumb consider a 2,500 ft2 zone (30 feet radius) up to an elevation of 25 feet above the source of the flame. It would be a large pilot plant indeed if the entire plant wasn’t located in a single pool fire zone.
All systems within the circle must be protected from a pool fire if sufficient flammable liquids exist to provide fuel for generation of a pool fire. Because of the size of a typical pilot plant, this could mean that every single valve on the plant could be discharging simultaneously during a fire.
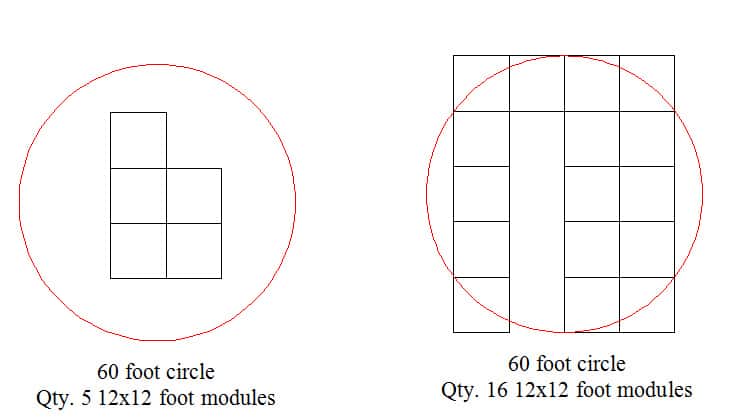
Figure 3. Typical fire circle as applied to a modular pilot plant.

Figure 4. Two-story pilot plant, with entire plant fitting into pool fire.
Notably, the larger surface area to volume ratio associated with pilot-scale vessels leads to relief loads much higher than typical process flows. This means huge relief headers, and even larger knockout drums.
Eliminating the pool fire scenario can be desirable, because high relief loads at the pilot scale have several pitfalls:
- Large headers, which have to fit on modular skids, eat up valuable real estate in pipe racks (for plants with 10+ devices with a pool fire scenario, typical headers could be 6” to 8” in diameter).
- Site disposal requirements for instantaneous loads could be too expensive for a project’s budget, especially if purchasing a thermal oxidizer or flare system.
- Large diameter flare knockout pots may not fit on the skid (5+ feet diameter is typical).
However, options are available to the designer for rationalizing relief calculations and determining plant relief loads. For pilot and demonstration plants, the volume of flammable liquids stored within all of the tanks can be low enough such that the pool fire scenario can be eliminated or the fire circle reduced. Calculations can be performed that help justify the elimination of the pool fire scenario based upon fire duration. This type of analysis will be based on site layout and drainage, and spill/spread rates from process vessels and nearby containers. Using a typical burn rate together with normal vessel operating conditions, it can be determined whether it is even possible to activate a relief device with a given pool fire duration.
If the pool fire case cannot be eliminated, the number of coincident reliefs during a pool fire scenario can be minimized by analyzing relief pressurization and venting times. In other words, even though vessels are in the same fire circle, not all relief valves will be relieving simultaneously due to size, set- pressure differences, and insulation thicknesses where suitable fire-rated insulation is installed. This approach can reduce the required header and relief KO pot size significantly because it avoids having to base the total flow on the sum of all devices within the fire circle. Additionally, equipment producing large relief loads (such as storage and feed tanks) can be relocated outside of the fire circle, insulated with fire-rated insulation, or elevated in the skids to 25 feet above the source of the fire if layout permits.
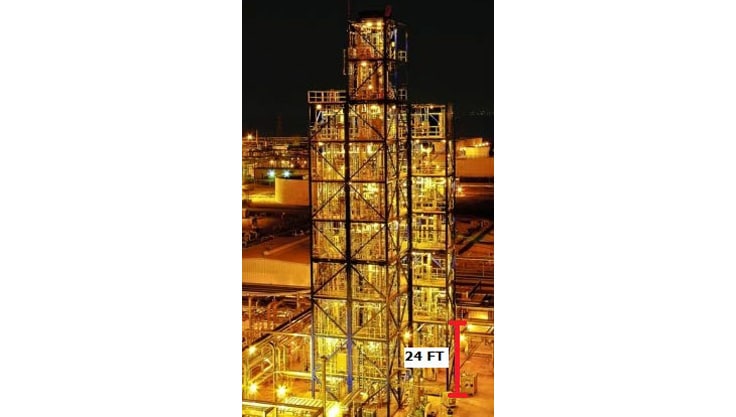
Figure 5. Ten-story pilot plant, only first two floors have pool fire as an applicable scenario.
“Beyond design” pressure strategies are a reasonable approach for lower capital cost pilot and demonstration plants. These approaches allow for equipment damage without a loss of containment. If beyond design pressure strategies are used to evaluate consequences of a pool fire, creep failure is typically not considered. This strategy will allow for equipment damage but will protect personnel by maintaining containment of process fluids. Typically, either the vessel wall stress at the fire relieving temperature will be evaluated relative to (a) the ultimate tensile stress with an adequate safety factor, or (b) lower time creep rupture stress values (e.g., 100 hour creep rupture stress), depending on the availability of data.
Double-Guillotine Tube Failure
Another common scenario that comes up at the pilot scale is guillotine tube failure in a shell and tube heat exchanger. In this scenario, there is a high pressure fluid on one side of the exchanger and a lower pressure fluid on the other. The worst-case scenario is that a single tube in the exchanger instantly snaps off producing two orifices that pass fluid from the high pressure side to the low pressure side of the exchanger. While this may not be as big an issue in commercial plants where there are thousands of tubes in an exchanger, at the pilot scale this can truly be a nightmare. A typical pilot plant shell and tube may only have ten tubes, and instantaneous flowrates can be many orders of magnitude higher than normal process flowrates. This is especially true if the client has a company guideline specifying minimum exchanger tube diameters. As an example, on a recent project at Zeton, the normal flowrate on the low pressure tube side was 1,650 lb/hr. The required flowrate for a full double-guillotine failure was 216,540 lb/hr. This would have required the shell of the exchanger to be replaced with a tee and an equivalent-sized rupture disc. This may have protected against overpressure, but the mean time before failure rates for rupture discs are higher than for the guillotine scenario, so it would lead to operational nightmares. Added to this is that knowledge that during normal operation, rupture discs tend to fail prematurely. And, most importantly, is that the system may not even be able to respond in time since the pressure shockwave will be travelling at the speed of sound through the fluid.
The tube rupture scenario is difficult to protect against because it is instantaneous and may only last for a few seconds before levelling off. Some specialist companies (such as ioMosaic) can perform a dynamic evaluation to estimate the pressure shock and overpressure duration that the lower pressure side has to endure. Based on certain risk-based guidelines, the end-user may then determine that the risk of loss of containment is acceptable for equipment under pressure shock for a short period of time.
Zeton’s usual recommendation for the tube rupture scenario is to design the low pressure side of the heat exchanger (as well as the associated piping) to 10/13 of the higher pressure side with the design temperature of the low pressure side increased to at least the maximum operating temperature of the high pressure side. This design is such that the corrected hydrotest pressure of the low pressure side will exceed the pressure that would be seen in the event of a guillotine tube rupture. This strategy allows the low pressure side to be damaged, but not result in a loss of containment.
With the end-user’s permission, another option is to just analyze a much smaller tube leak. Typically, Zeton uses a 1/16” pinhole tube leak with a 0.62 orifice coefficient (rather than a full-bore guillotine tube rupture) as the basis for evaluating tube failure. The assumption is that the exchanger will leak before there is a catastrophic break, and that a leak size that could be detectable can be agreed upon with the end-user (usually 1/16” minimum). This strategy is based on critical crack propagation lengths and is typically successful for small heat exchangers, especially at moderate pressures. Alternatively, we can look at the CCPS Guidelines for Consequence Analysis of Chemical Releases (Section 2.1), which discusses hole sizes. The assumption used is that most pipe failures would result in a hole size that does not exceed 50% of the pipe area. Applying this concept to an exchanger with ½” diameter tubes means the assumed basis to be considered for relief sizing in a tube leak scenario would be a leak through a single ¼” diameter orifice instead of two ½” diameter orifices (as would be the case for a full-bore tube rupture scenario).
Summary
In general, relief device sizing at the pilot scale is no different from the commercial scale. However, constraints in the skid layout as well as overall project budget may impose limitations on the relief design. It is important for both the relief designer and the end-user to rationalize relief scenarios for evaluation while going through the relief contingency table. If the end-user can recognize the lower risk associated with pilot-scale equipment, there can be many cost and schedule benefits to the project without jeopardizing safety.