Pilot vs. Commercial Plant – part 2
October 27, 2017

Control Valve Positioners and Piping in Pilot- and Commercial-scale Plants
Pilot and commercial plants come from different places in terms of design specifications. Pilot plants tend to focus more on flexibility and data collection, while commercial plants focus on consistency and maximal utilization value. In this article, I will look at two examples of how commercial specifications are unnecessarily or incorrectly imposed on pilot plants: specifications for control valve positioners and specifications for piping.
Control Valve Positioners
The objective of a commercial plant is to gain economies of scale and keep the process running for as long as possible while minimizing operational costs. Preventive maintenance greatly contributes to effective control of a plant’s efficiency, and replacing parts at the optimal point in an instrument’s lifecycle can prevent costly repairs in the future and unexpected downtime. This is why an electro- pneumatic positioner is often used in a commercial-plant application. In this context, the diagnostic capabilities offered by smart control valve positioners can have a huge payback.
In the context of a pilot plant, however, the payback is less clear and the value is questionable. Pilot plants typically run for one to ten days in each campaign and are shut down at regular intervals during which preventive maintenance tasks can be accomplished. Provided that the control valve can accurately maintain the desired output, the smartness of the positioner should not matter. Also, since the total footprint of a pilot plant is small and distances across the entire plant are short, operators can easily inspect the stem position visually to confirm if trims are working properly or need to be replaced.
Figure 1 shows three control valve positioner options: (a) a valve with no positioner, (b) a valve with a simple mechano-pneumatic positioner, and (c) a valve with a high-end electro-pneumatic positioner.
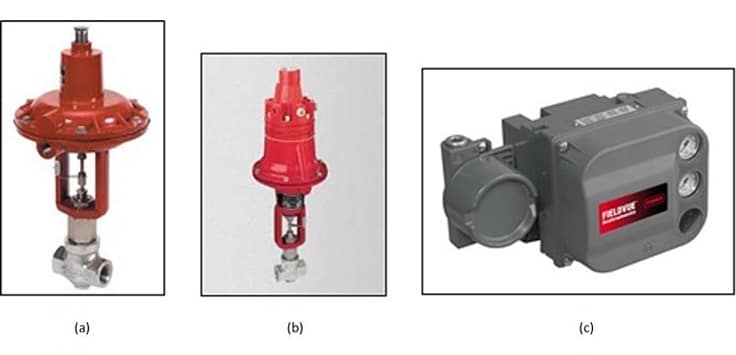
Figure 1. The addition of a mechano-pneumatic (b) or electro-pneumatic positioner (c) to a simple control valve (a) can drastically increase the cost.
Assuming standard materials of construction such as stainless steel, the valve with no positioner would cost approximately $1,000. With the mechano-pneumatic positioner added, the cost increases by about $500 to $700. The cost of the total valve assembly could easily jump to more than $2,000 by adding the electro-pneumatic positioner. In most pilot plants, especially for processes with low flowrates and mild pressures and temperatures, valves without expensive positioners can be installed to minimize costs.
Piping
Misapplied piping specifications are one of the more common errors when preparing a pilot-plant scope of work document. The reasons for this are many. In large companies it is common to see blanket statements that all specifications be applied to all design and fabrication projects regardless of the size or nature of the project. Sometimes safety departments insist adherence to established documents based on historical safety incidents from which the specifications are an outgrowth. Another reason is that engineers might want to avoid the hassle of potentially violating company policy, and the ensuing liability if a system that is built differently from the documented company standards fails causing damage or harm to property or people. The problem with these reasons is that the final pilot plant product will likely be less effective from a technological perspective, less flexible, less safe, and also more expensive.
Figure 2a illustrates a situation in which a piping specification for a commercial plant has been inappropriately applied to measure differential pressure across a 1.25 inch diameter pilot-plant reactor that is 40 feet long. The specification calls for a 2 inch Class 300 flanged nozzle with a Class 300 ball valve, a flushing ring, and diaphragm seal. When this assembly is drawn to scale, it is apparent that the volume of the assembly is a significant percentage of the volume of the reactor, and using this specification would likely have an adverse effect on the quality of product produced within this reactor. Although it does not necessarily contribute to increased residence time, the assembly provides space where a large dead volume of reactants can accumulate, and this can affect product quality.
Temperature would also be difficult to control because the mass of these components is large relative to the size of the reactor. To put it in perspective, the volume of the assembly is about a third the reactor volume. The assembly essentially becomes an effective cooling fin, encouraging the development of cold spots that could cause solidification and plugging in some processes.
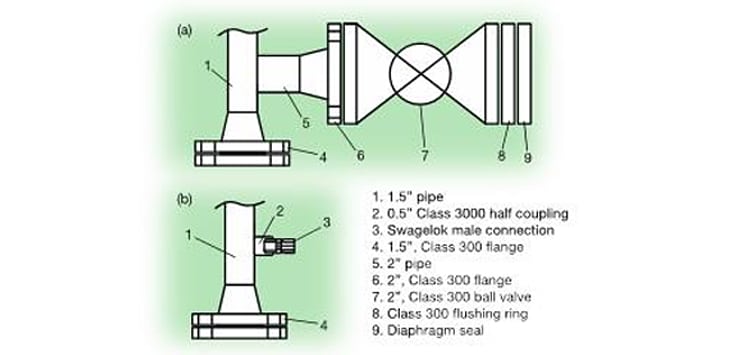
Figure 2. When piping specifications for a commercial plant are applied to measure differential pressure across a pilot-scale reactor (in the 1.5” pipe here), the incompatible piping creates a large dead volume that affects product quality and the ability to control temperature (a). Replacing the entire assembly with a smaller-scale solution minimizes the dead volume and helps to control the reactor temperature profile (b).
In this example, the appropriate pilot-scale specification would be to replace the entire assembly with a Class 3000 half coupling and a compression fitting (Figure 2b). This minimizes dead volume and more easily controls the reactor temperature profile, which creates more representative data results and a better quality product. Furthermore, operators are able to disassemble these types of fittings more quickly with less effort, enhancing the flexibility of the setup. And it is important to remember that minimizing the size and number of fittings in this manner throughout the plant will lower costs – always a good thing.